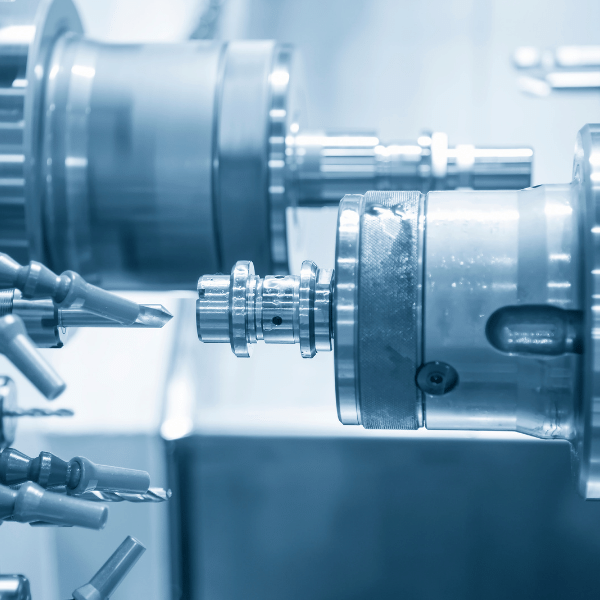

The benefits of CNC-turning aluminum parts are numerous. The material is lighter than steel but stronger and more resistant to corrosion. This makes it a great choice for applications where weight needs to be reduced. It also has excellent thermal and electrical conductivity, making it ideal for high-power applications such as electric motors.

But before you begin cutting aluminum on your CNC machine, there are several factors that you should consider. Here are 10 considerations for aluminum CNC turning:
Tool selection
Tool selection is one of the most important considerations in CNC machining. The tools must have the proper shape, size, and features to efficiently machine apart. Tool geometry is defined by its cutting-edge profile, which can be flat, round, or chamfer.
There are several different types of tooling that can be used for aluminum machining:
Ball Nose Endmills: These mills have a ball nose on one end, which allows for better chip evacuation and reduced vibration when machining soft materials like aluminum.
High Helix Solid Carbide Endmills: These mills have a high helix angle, which makes them suitable for drilling holes in hard materials like aluminum.
Solid Carbide Fluted Endmills: These mills have cut flutes to reduce heat buildup and improve chip evacuation during aluminum machining operations.

Feed rates and speeds
The feed rate is the speed that the tool moves across the workpiece. The feed rate is typically measured in inches per minute (IPM) or millimeters per minute (MM/MIN). The feed rate can be controlled by various methods, including pendant switches, foot pedals, and handwheels.
The speed at which the spindle rotates is called the spindle speed or RPM (revolution per minute). Spindle speeds are commonly expressed in thousands of revolutions per minute (rpm) or millions of revolutions per minute (MRPM).
The first thing you must consider when machining aluminum is how fast you can feed the material through the cutter. This will depend on both the type of material and cutter, but it’s important to choose the right feed rate for your project so that you don’t damage any parts or overheat your tools.
For example, if you’re using an air-cooled tool such as a ball nose end mill and trying to cut at high speeds, it may cause excessive heat buildup in the tool, leading to thermal expansion problems later. This means that if you run into trouble with thermal expansion during machining, it could be because of this earlier problem with excessive heat buildup in your tooling.

Material Thickness
Several considerations go into choosing the correct material thickness for your part. The first thing to consider is where the part will be used. If it is going to be used in a high-stress environment, you want to ensure that your material is thick enough to handle the stress. This can be based on the material used and how much force it needs to withstand.
The next consideration should be how long you want the part to last. A thinner material will suffice if it’s just a prototype and you don’t need it to last very long. However, if this part needs to last for years, you’ll want to use something thicker so that it doesn’t wear out or break down over time due to heavy use or other factors such as weathering and corrosion.
Finally, there’s a cost involved in using thicker materials like aluminum CNC turning and other metal machining processes. The more expensive materials tend to be stronger than cheaper ones, so they might break down slower when used in high-stress environments or subjected to harsh weather conditions (such as rain).

Tool lengths and nose radius requirements
A tool must be long enough to reach the center of the part. Most tools are made with a minimum length of 2.5 times the diameter of the workpiece, but this can vary depending on the material being cut. The too-short tool may cause chatter or burn marks on your finished product.
Nose radius is another important consideration when choosing a tool. The nose radius is the leading edge of the tool that touches the material being machined. It can be curved (convex) or straight (concave). The radius affects how smoothly it cuts and how well it finishes an edge or profile.
Concave noses leave a smoother finish than convex noses, but they take longer to complete a shape because they need more clearance between them and their workpiece as they move through space toward their target point.

Spindle power and torque
The spindle power and torque are important considerations when choosing a CNC machine. The power of the spindle is measured in horsepower (Hp). The higher the Hp, the faster and more powerful it will be. The torque of the spindle is measured in foot-pounds (ft-lb).
The best way to think about these two specifications is that power is how quickly it can do a job, while torque is how much force it can apply at a given speed. For example, if you were drilling holes in aluminum and wanted to make sure your CNC machine could handle the size drill bit and material thickness you planned on using, you would need to know its maximum rated torque.
Another consideration is whether or not you will be cutting titanium or stainless steel in addition to aluminum with your CNC machine. If so, consider getting one with multiple spindles because they are typically more powerful than single-spindle designs.

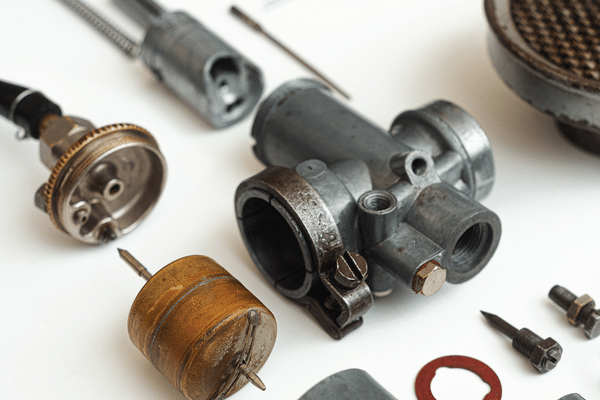
Workpiece clamping type and method
There are two types of workpiece clamps used in CNC turning. One is the type in which a chuck clamps the workpiece and the other is to use a collet or a collar. The former has high accuracy, but it is difficult to remove, such as when machining multiple parts, etc. On the other hand, the latter can be easily removed from the machine tool, but it has lower accuracy than the former.
In addition, there are two methods for clamping a workpiece with this type of clamping method: one is to use a tightening tool (clamping force), and another is to use a spring-type clamping force (spring force). In general, most machines use spring-type clamps because they can be easily removed from the machine tool even if they have been mounted on it for a long time.

Coolant selection
The type of coolant used can have a big impact on the quality of your part. For example, if you use water-based coolant, you will get a lot of oxide buildup on the surface of your part, and it will take a lot of work to achieve a good finish. In this case, we recommend using an oil-based coolant like MAXX or XT and a suitable lubricant such as Molykote or Dow Corning DC2000. These products are designed to work well with aluminum and leave behind little or no oxide residue.
When choosing a lubricant for your job, consider whether it is compatible with your chosen coolant and vice versa. If you use an oil-based lubricant in a water-based coolant, for example, then there is a risk that the oil may emulsify into tiny droplets in the water, which could clog up your machine’s filters and cause damage. Similarly, if you use water-based lubricants with oil-based lubricants, there is also the risk of corrosion due to chemical reactions between these two materials.

Surface finish quality requirements
Most importantly, aluminum can be machined to the same tolerances as steel. However, aluminum’s relative softness makes it more difficult to achieve tight tolerance and surface finish requirements.
Achieving precision finishes on aluminum requires special tooling and cutting tools. The tooling must be hardened to withstand the rigors of cutting aluminum and be flexible enough to remain sharp for long periods. The cutting tool will also have a different geometry than what is used for steel because of its softer material properties.
The type of material being turned also affects the surface finish requirements. For example, suppose the part will be painted or plated with a coating. In that case, you’ll need a better surface finish quality than if it were going to be anodized or hard-anodized for corrosion protection.

Tool life expectations
Tool life expectations are important to consider when choosing a metal-cutting tool. Tool life is measured in cycles, the number of times a tool can be used before it needs to be replaced. The cycle count is based on how often the cut has been removed, not how deep the cut is or how much material is removed per cycle.
Tool life expectations vary depending on the grade of the tool you choose. For example, tool steel tools will have a longer lifespan than carbide tools because they are more durable and resistant to wear.
However, tool steels tend to heat up quickly and lose their edge faster than carbide tools so they may need more frequent sharpening. Carbide tools are harder than tool steel, so they stay sharp longer without needing frequent replacement or sharpening.

Material cost per part benefits
The material cost per part is the most obvious consideration when choosing a metal. The material cost per part is determined by the material’s density, hardness, and machinability.
Aluminum is the lowest density of all common metals. Its 2.70 g/cm3 is 30% less dense than steel (7.85 g/cm3) and 4% less dense than magnesium (2.75 g/cm3). This means that aluminum parts will weigh less than other metals.
Aluminum also has excellent machinability, which can be easily shaped into complex shapes. Parts made from other metals, such as steel, brass, or bronze, are often too difficult to machine into any shape but simple ones due to their high hardnesses and melting points, making them brittle at low temperatures. Aluminum melts at a relatively low temperature (660 degrees C). It has a low hardness (about 2 on the Mohs scale), allowing it to be easily formed into complex shapes during machining operations like turning or milling.

Conclusion
Ultimately, it would help if you decided whether aluminum CNC machining is right for your business. But once you make that decision, you’ll be able to move forward knowing that you’ve made the best possible choice. You now have all the tools you need to get started with aluminum CNC turning—but before you do so, don’t forget to consider these 10 key takeaways first.