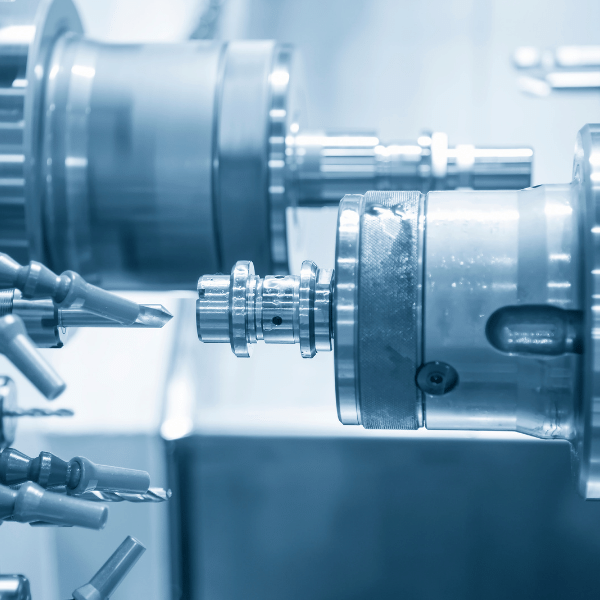
CNC milling is a subtractive manufacturing process that involves using a CNC milling machine to remove material from a part. It is one of the most widely used subtractive processes today. However, not that many people know about a CNC milling process analysis. This article will explain what it is and how it can help you machine better parts.
Process analysis of part drawings
Many manufacturers have their own unique set of specifications for various processes. However, some basic principles apply to all machining operations. For example, you need to know how many passes are required for each operation and what cutting tool should be used (carbide or high-speed steel). Suppose you need to make any adjustments during machining. In that case, this information should also be included in your drawing so that your machinist has all the necessary information before starting work.

Selection of parts and equipment
First, you need to determine what your needs are. For instance, if you want to use your CNC milling machine for milling, drilling, and engraving purposes, you will need to purchase different tools and accessories than if you were going to use it for milling.
The most important factor in choosing a cutting tool for your machine is its size. The cutting tool must be large enough to cover the area you want to cut out of the material. You can also use several tools at once if necessary. For example, if you want to cut a square out of a piece of metal or plastic, then you can use two circular cutters that overlap each other so that they form an X-shaped hole in the material when they are both moved together at the same time.
When choosing a cutting tool, it is also important to consider whether or not it will leave burrs behind after it cuts through something like wood or plastic. Burrs are small pieces of metal or other materials that are left over on the edges of something after it is cut by something sharp like a saw blade or router bit.

Determine the machining sequence and feed routes
Select a positioning reference: The positioning reference is the surface on which the spindle will be positioned during machining. This surface must be parallel to the spindle axis, perpendicular to the tool axis, and free of any irregularities that might deflect or deflect the tool during machining. It is generally best to choose a surface that can be easily machined, such as a flat, or one that is already flat (such as a boss). If possible, select a surface parallel to your workpiece’s X-Y plane with a high degree of accuracy (i.e., flat).
Select a clamping method: It determines how you will secure your workpiece in place, so it does not move during machining. There are several methods you can use, including clamps and fixtures. For this tutorial, we will discuss using clamps since they are readily available for most shops and easy to use.

Tool selection

Tool selection is one of the most important aspects of CNC machining. The wrong tool can cause damage to the part and machine, while the right tool can be like magic.
To help you choose the right tool for your job, here are some tips to keep in mind when selecting tools:
Make sure it’s made for your application. Many tools are available, from carbide to high-speed steel (HSS) and diamond-tipped carbide inserts. Each type has advantages and disadvantages, so make sure you use the right tool for your needs.
Make sure it fits your machine’s spindle bore. Most machines come with a standard 4-inch diameter spindle bore, but some have larger or smaller bores that will accept different types of tools. If you want to use larger diameter tools, you’ll need to ensure they fit your machine’s spindle bore before purchasing them.
Match your tool’s cutting geometry with what’s required by the part being machined. A standard cutting edge angle is 60 degrees per side with a single point tip shape that allows it to cut fast through the material without damaging edges or faces of workpieces too much during machining operations because this geometry tends to leave.

Cutting amount selection
The cutting amount refers to the depth of the cutting tool inserted into the workpiece. Generally, the deeper the cut, the higher the cutting speed and lower the tool rigidity. In addition, when cutting large diameter materials with a high feed rate, it is necessary to increase the cutting amount so as not to cause vibration and chatter.
In general, when machining vertically oriented holes and slots in workpieces, it is necessary to use automatic tool change systems because they have a high feed rate and require high rigidity due to their large diameters.

Fill in the CNC machining process document.

The CNC machining process consists of several steps:
1. CAD / CAM – Computer-Aided Design / Computer-Aided Manufacturing
2. Programming the Machine (CAM software) – The program file is created using CAM software, which allows for quick and easy programming of tools, speeds, and feeds. The customer can perform this step if they have access to CAD/CAM software or our engineers, who will program the machine based on your design.
3. Setup of Machine – Once programmed, we need to set up the machine properly to ensure that it will perform as expected when it comes time to cut your part out of stock material. This includes setting up any fixtures required, mounting parts onto fixtures, attaching cameras (if available), setting tool offsets, etc.
4. Production Run – Once everything has been set up properly, we can begin production! We will run through multiple parts until all elements are within.

Conclusion
While CNC milling the post-molded components has advantages from an overall project cost standpoint, mass production remains a strong selling point for injection molding. In general, the process of injection molding allows for greater part complexity as well as faster part production times. Since both components in this study will be produced via injection molding, the cost savings could offset the additional time associated with the custom machining of each component via CNC. Thus, comparing only these two factors, it is clear that injection molding is still the most cost-effective option. Furthermore, because in many applications, styrene is still used in place of ABS or similar plastics, the reduced environmental impact of using ABS (the material chosen for this study) further adds to its appeal as a sustainable manufacturing material.